






最新消息

2025-05-19
使用感應加熱將鋁棒加熱至450°C的教學與計算指南
使用感應加熱將鋁棒加熱至450°C的教學與計算指南
一、前言
感應加熱是一種快速、清潔、可控的加熱方式,廣泛應用於金屬加工領域。本教學將以一根鋁棒為例,說明如何使用感應加熱設備,計算所需能量、功率及預估加熱時間,將其加熱至攝氏450度。
二、材料與條件
-
材質:鋁(Aluminum)
-
鋁棒尺寸:直徑 50 mm,長度 200 mm(可自行調整)
-
目標溫度:450°C
-
起始溫度:室溫 25°C
-
感應加熱設備:中頻感應加熱機(10~100 kHz)
三、物理性質參數
鋁的常見物理性質如下(取平均值):
-
密度(ρ):2.70 g/cm³ = 2700 kg/m³
-
比熱容(c):0.897 J/g·°C = 897 J/kg·°C
-
導熱率:高(利於均勻加熱)
-
電阻率:低(需高頻率提高渦電流)
四、步驟一:計算鋁棒體積與質量
1. 鋁棒體積(V)
假設鋁棒為圓柱形:
-
半徑 r = 25 mm = 0.025 m
-
高度 h = 200 mm = 0.2 m
2. 質量(m)
五、步驟二:計算所需加熱能量(Q)
-
ΔT = 450 - 25 = 425°C
換算為千瓦時(kWh):
六、步驟三:估算加熱時間
假設使用的感應加熱機功率為 10 kW,考慮70%的效率(η = 0.7):
所以理論加熱時間大約為 58秒。
⚠️實際時間會因感應效率、熱損失、線圈設計等因素而變化,建議使用紅外線溫度計進行實時監控。
七、感應加熱系統設計注意事項
-
頻率選擇
鋁為非磁性材料,建議使用中高頻(30~100 kHz)以提升加熱效率。 -
線圈設計
-
選用與鋁棒直徑匹配的感應線圈
-
線圈匝數與電源頻率調整,控制感應區域深度
-
採用多匝螺旋線圈可加快加熱速度
-
-
冷卻系統
線圈需水冷,避免過熱;建議使用循環水冷系統。 -
溫控與安全
安裝紅外線溫度感測器或熱電偶,避免過熱;並採用過載保護與自動關機機制。
八、實際應用與驗證
建議步驟:
-
預熱機器與線圈
-
將鋁棒置於線圈中央
-
啟動加熱程序
-
監測溫度變化
-
到達450°C時立即停止加熱
九、總結
| 項目 | 結果 |
|---|---|
| 鋁棒質量 | 約 1.06 kg |
| 所需能量 | 約 403 kJ |
| 理論加熱時間(10 kW、70%效率) | 約 58 秒 |
| 建議頻率 | 30~100 kHz |
| 溫度監測 | 紅外線或熱電偶 |
十、補充建議
-
可在鋁棒表面塗覆黑體漆提高紅外線測溫準確性
-
若需持溫保熱,考慮使用保溫罩或石棉布包裹加熱區
-
測試幾次後,調整參數以達最佳加熱效率與均勻性
2024-10-23
高週波原理-百度
高周波原理
物理学术语https://baike.baidu.com/item/%E9%AB%98%E9%80%B1%E6%B3%A2%E5%8E%9F%E7%90%86/6188954
2024-10-23
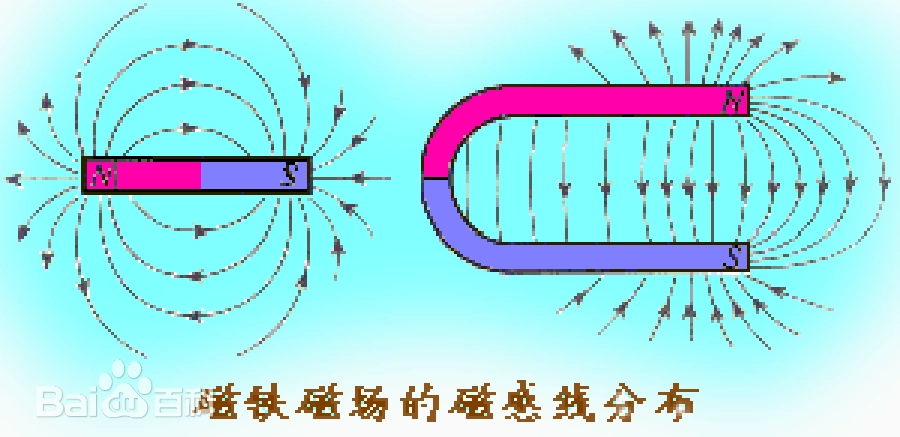
磁场强度
https://baike.baidu.com/item/%E7%A3%81%E5%A0%B4%E5%BC%B7%E5%BA%A6/2385271
磁场强度在历史上最先由磁荷观点引出。类比于电荷的库仑定律,人们认为自然界存在正负两种磁荷,并提出磁荷的库仑定律。单位正电磁荷在磁场中所受的力被称为磁场强度(符号为H)。后来安培提出分子电流假说,认为并不存在磁荷,磁现象的本质是分子电流。自此磁场的强度多用磁感应强度(符号为B)表示。但是在磁介质的磁化问题中,磁场强度作为一个导出的辅助量仍然发挥着重要作用
简易定义:
把磁场中某点磁感应强度B与介质磁导率μ的比值叫作该点的磁场强度。
磁场强度由磁感应强度与磁导率定义而来,起辅助作用,重要的是理解后两者。

2024-10-23
高週波原理
以下文章的出處: https://highfre.tellustek.com/page/15/
高週波即高頻波。高週波與超聲波是不同的兩個概念,高週波是指頻率大於100Khz的電磁波,超聲波是指頻率超過20千赫茲的聲波。高週波的焊接/熔接原理與超聲波也是不一樣的,高週波是利用高頻電磁場使物料內部分子 間互相激烈碰撞產生高溫達到焊接和熔接的目的,而超聲波是利用摩擦生熱的原理產生大量的熱量達到焊接和熔接的目的。高週波應用領域廣泛,所以目前已有高週波塑膠熔接機、高週波塑膠熔斷機、高週波折盒壓痕機、高週波金屬熔鑄機、高週波金屬加熱機等。
高週波加熱會以數千到數萬週波數的高週波流動,在四周產生磁場,把金屬物件放入其中便會在表層電流流動,並因金屬阻抗產生熱而達到表面淬火或硬化處理,特別是應用於需要強韌且表面耐磨的金屬物件會用到高週波。
電磁爐先將一般插座的交流電轉變成直流電,再將直流電轉變成高週波電流,流經「陶瓷面板」下的「磁熱線圈」。
高週波電流是有規律地改變電流方向,所以由磁熱線圈產生的磁力線就跟著不斷地改變方向,一秒鐘變化二萬次左右,電流方向改變,磁力線的方向也跟著改變。
當鐵質的鍋子放置在這個變動的磁場上,鍋底是受到磁場的感應,產生感應電流,所產生的感應電流又稱為「渦電流」(eddy current), 在鍋底的渦電流,因為金屬導體的電阻 關係而產生熱量。
因為電磁爐是以磁感應使炊具產生熱,所以不是所有的鍋子或是器具都適用。要如何選用鍋呢?。適合放在電磁爐上的烹飪器具有不鏽鋼鍋、不鏽鋼壺、平底鍋、彩色鍋;不適用的有陶鍋、陶磁壺、『圓底』鐵鍋、耐熱玻璃鍋、鋁鍋、鋁壺。
這裏有幾點值得留意。
第一,磁場必須不斷改變,才能感應出電場。正所謂「電動生磁、磁動生電」。這裏的「動」是指隨時間變化的意思。電與磁的關係十分有趣,有機會會再為大家介紹。
第二,金屬鍋的電阻必須要足夠大,否則電子消耗的能量不夠大時,不能用作煮食。一般來說,鐵和不銹鋼都可放在電磁爐上煮食;銅和鋁就不大可能(磁場需要大幾倍)。
第三,當電子流動時,會在爐的線圈感應一反方向的電動勢(Back emf),如果在這時候把鍋拿走,此反電動勢就會消失。因此電磁爐可自動探測究竟鍋有沒有放好在爐上面,從而自動關閉電源。在省電和安全的層面來說,電磁爐都比其他爐優勝。
第四,電磁爐的效率(efficiency)比一般的爐高,所以是較環保的。

Copyright © 2018.Lantech Industrial Co.,Ltd All rights reserved. Designed by Witting